

 全国服务热线
全国服务热线在印刷车间里,王师傅盯着刚下机的包装盒样品皱紧了眉头:叼口位置墨色浓重,拖梢部分却颜色发虚,整批活件因色差超标面临报废风险。

这种被业内称为“前深后浅”的故障,已成为困扰海德堡机操作人员的典型难题。
墨路结构差异是根本原因
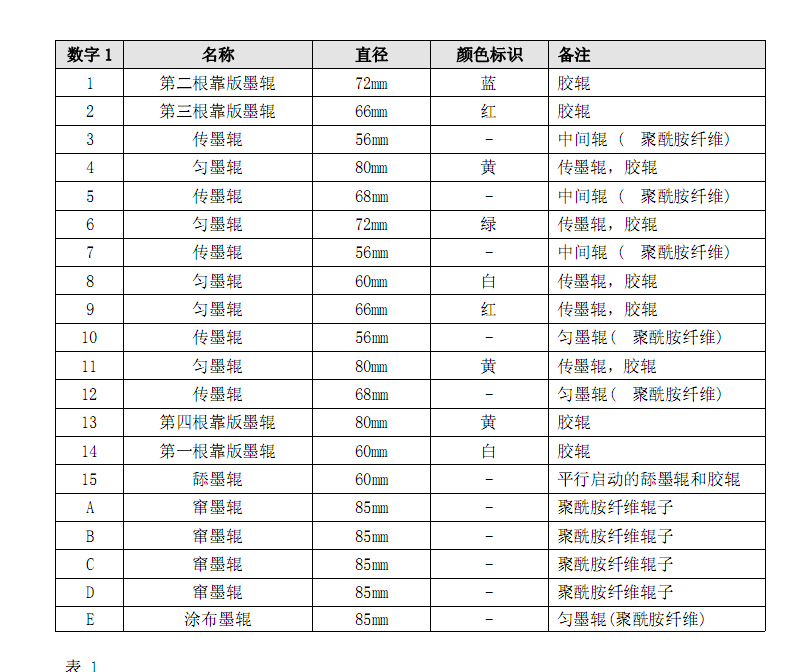
海德堡胶印机的墨辊系统包含墨辊,油墨传递路径存在明显差异:前组着墨辊仅需经过7根墨辊传递,而后组着墨辊需经过9根墨辊才能到达版筒。
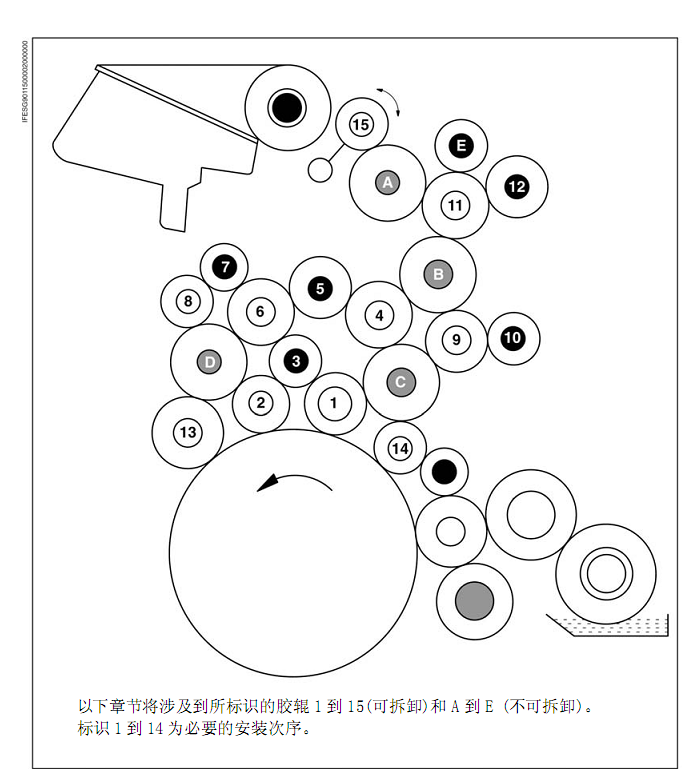
这种设计导致前组墨辊下墨速度快、墨量大(约承担84%上墨量),后组墨辊仅补充剩余16%墨量
相比之下,北人J2108等机型因墨路反向设计(新墨先到后组),前组上墨率仅50%,反而出现“前淡后深”现象。
海德堡这种墨路特性在印刷大面积实地时会被明显放大。
除墨路设计外,以下因素会加剧故障:
墨辊系统异常

▶ 直径磨损:长期使用后墨辊直径变小(尤其传墨辊),储墨容量下降,后段供墨不足
▶ 表面老化:墨辊表面发亮、龟裂或亲墨性降低(脱墨),导致带墨厚度不足
▶ 压力失调:墨辊间压力不均(如传墨辊对串墨辊压力过轻),传墨效率降低


诊断方法:用塞规测量墨辊间接触宽度(标准为4~5mm),观察墨辊表面是否反光或存在干结墨层
串墨辊时序设置不当
串墨辊的横向串动起始时间若未与印版滚筒同步,会导致油墨在特定区域堆积或缺失。例如:
▶ 串墨起始时间过早会导致叼口区域墨量堆积
▶ 最佳调节点应使最大串墨量发生在印版印刷区域的中间位置
▶ 串墨量不足:拖梢墨色变浅

滚筒与轴承磨损
▶ 滚筒齿轮/轴承磨损:合压时滚筒中心距波动,导致墨色深浅不一
▶ 橡皮布前段凹陷(需用千分尺检测厚度)
▶ 着墨辊轴承损坏:接触压力不稳定,传墨不匀

料适配性问题/水墨平衡失控
▶ 高黏度油墨流动性差(黏度>40Pa·s时风险剧增)
▶ 纸张伸缩变形导致后段网点重影
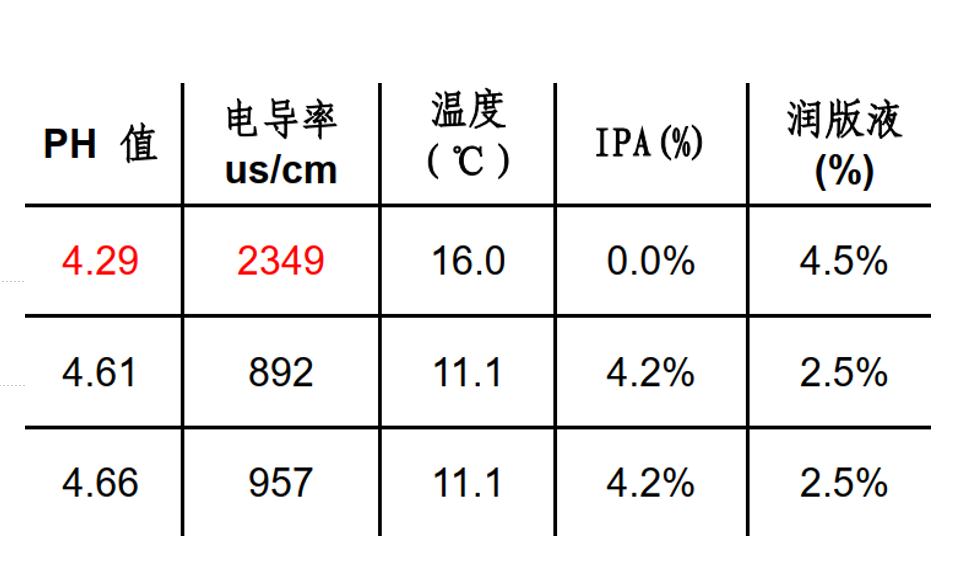
▶ 润湿液pH值异常:pH过低(通常<4.5)会加速墨辊脱墨
▶ 水分过大:引发油墨乳化,流动性变差,墨辊表面油墨分布不均
橡皮布与印版问题
▶ 橡皮布前段凹陷:叼口处转移墨量减少,拖梢相对显深(视觉上前深后浅)
▶ 印版衬垫不当:厚度不均导致局部压力差异
新版海德堡机的特殊优化
▶ SM/PM74等新款机型通过改变墨辊直径(如第四根靠版辊从65mm增至70mm)和增加压辊,使前两根墨辊墨量分配提升至66%,后两根降至4%,显著改善均匀性。
六步解决方案:从调节到预防
优化墨辊系统
☑ 更换磨损墨辊:直径小于标准值(如靠版墨辊<60mm)需及时更换
☑ 恢复墨辊亲墨性:用润版液清洗剂+浮石粉清除老化层,严重龟裂则更换
☑ 校准墨辊压力:按手册标准调整接触宽度(如海德堡SM74机型:靠版墨辊与印版压力2~4mm)
调整串墨辊工作参数
☑ 串墨起始时间:设置为靠版辊接触印版中点时开始串动,避免墨色突变
☑ 串墨量设定:满版印刷时建议调至最大行程(35
控制水墨平衡/材料适配
☑ 减少润版液用量:以印版不挂脏为下限,避免过量乳化
☑ 调节润湿液pH值:维持在4.8~5.5(用pH试纸或导电仪监测)
☑ 添加5%调墨油改善油墨流动性
☑ 高温环境用乙酯替代丁酯(快干剂比例<3%)
☑ 纸张提前24小时恒湿处理(湿度55±5%)
针对性压力调整
印刷满版实地时:
☑ 前三根着墨辊压力调重(增加叼口供墨)
☑ 最后一根着墨辊压力调轻(减轻拖梢收墨负担)
维护滚筒与轴承
☑ 定期检查滚筒齿轮间隙,磨损超差时更换轴承或调整中心距
☑ 着墨辊轴承加注高温润滑脂,松动则更换
设备升级与工艺补偿
☑ 新款墨路设计:海德堡SM/PM74机型增加压辊、缩小靠版水辊直径,显著改善墨色均匀性
☑ 制版预补偿:设计时叼口图文减浅5%,抵消印刷固有偏差

预防性管理:长效稳定关键

建立设备健康档案,记录每次故障处理数据。重点监测三项指标:
定期检测滚筒齿轮啮合间隙(标准≤0.02mm)
温湿度波动控制在±3℃、±10%,防止纸张伸缩导致视觉色差
季度性使用富士压力胶片检测压印线均匀性
结语

前深后浅故障如同印刷机械的“慢性病”,需要操作人员建立系统维护观:从墨路特性认知→日常参数监控→周期性部件检测→材料科学适配形成闭环管理。
海德堡印刷机前深后浅问题本质上是墨路特性、机械状态、操作工艺三重作用的结果。
通过精准调整串墨时序、恢复墨辊性能、活用CPC系统预调,结合预防性维护,可显著提升墨色均匀性。
海德堡工程师常强调:“调节机器前,先调节认知”——只有理解墨辊的协同舞蹈规律,才能真正驾驭这台精密交响乐团。
正如老机长们常说的:“七分保养,三分操作”——持续的设备状态监控,远比故障后的应急处理更重要。
END